
Blowing bubbles is fun - seeing how far they'll go, with some floating up, some sideways, some down, and trying to catch them without making them pop. Chances are, you made the bubbles by blowing air into a film of soapy water.
If you put a straw into a cup of soapy water and blow bubbles, you can make a foam, but it doesn't last very long. (Whatever you do, don't breathe IN while you do this! Yuck!)
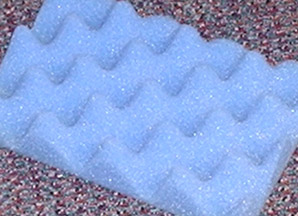 To make polymer foams, it's the same idea - there's a polymer that's soft (or in solution), and a lot of gas (usually not air) that's blown in to make a whole bunch of tiny little bubbles - a foam. The big difference is that the polymer bubbles will stay.
To make polymer foams, it's the same idea - there's a polymer that's soft (or in solution), and a lot of gas (usually not air) that's blown in to make a whole bunch of tiny little bubbles - a foam. The big difference is that the polymer bubbles will stay.
The gas that's blown in to make the foam is called a "blowing agent" or "foaming agent." (No, I'm not making this up!) The best kind of gas to use is one that won't react with anything, especially with the polymer, will be fire-resistant, and will be nontoxic. Nontoxic is important not only for the folks who make these foams, but for whoever buys them. That's because in many products, this gas stays in the little "cells", or bubbles, but after a while, they make their way out (that's called "degassing"). If we have a foam cushion, or any other foam that will be in our house, it needs to be safe (and fire-resistant is great, too).
The amount of gas, or foaming agent, used controls the size and the number of the bubbles, known as "foam cells" after it hardens.

Also, all of those little air bubbles make a great insulator for hot and cold items. StyrofoamTM is a popular brand of polystyrene foam, and it's used to make inexpensive coolers as well as cups.
There's also a way that foams can be created and molded at the same time, called (are you ready for this?) foam molding. This technique is great for large parts that need to be light, but stiff. Typical products are large trash containers, freeway sand safety containers, and in-ground housings for water systems.
One thing to watch out for: The insulating foaming stuff that's sold in stores in a spray can. The polymer and blowing agent are under pressure, so when the little nozzle is pressed, the stuff foams out like crazy, then sets up and gets hard. It's a great example of how foaming works, but with one big difference - the foam is EXTREMELY sticky. It will stick to your hands, your clothes, the desk, the floor, paper, wood, leather, and just about anything else you can think of except teflon. If you want to try using this stuff, be extremely careful, and DON'T let it touch anything you don't want to have it stick to, like forever!
Here's an interesting side trip about blowing agents: A while ago, there was a great invention of a gas that made great foams. It was everything anyone could want - didn't react with anything, you name it. The problem was, it didn't react with anything until it floated on up in our atmosphere, and hit the ozone layer. Now, as you probably know, the ozone layer absorbs dangerous UV rays that in small doses gives us a tan, but too much of it causes skin cancer. The ozone reacted with these blowing agents, and that left less ozone to do what it's supposed to do. It took a while to figure out what was going on and what was causing the thinning of the ozone layer (also called the ozone hole). So, back to the drawing board! We now use different blowing agents that are still nontoxic, maybe aren't quite as good otherwise, but are safe for the ozone layer too. By the way, those old blowing agents were related to Freon, used for air conditioning and refrigeration.
Structural foam molding is a modification of the injection molding process previously discussed. Many large structural parts require thicker walls than standard injection molding can produce. Structural foam molding allows for the injection molding of thick wall parts through the addition of a foam agent. Any injection moldable thermoplastics can be foam molded. To produce the thicker wall part, a small amount of nitrogen or chemical blow agent is introduced into the plastic material. Under pressure inside the injection screw, the foaming agents do not expand. When the melted plastic enters the mold cavity, foaming occurs. As the foaming plastics fill the mold cavity, the wall of the part solidifies against the cold mold wall. A thin layer of plastic solidifies without foaming along the mold wall. This thin layer forms a skin structure over the foamed inter core. The thin solid wall is supported by the interior cellular foamed structure. A part produced this way results in a heavy cellular structure similar to wood products.
The amount of foaming agent used controls the size of the cellular structures and the density of the par. An increase or decrease in the size and number of foam cells is determined by the amount of foaming agents. Structural foaming reduces the amount of material required to fill the mold and eliminates sink marks. It also adds greater strength and stiffness to parts due to the increased thickness and integrity of the cell structure. The dimensionally stable foam part requires less ribs, fillets, and bosses than injection molded parts.
But, the foaming of plastics causes a swirling blemish on the surface of the plastic part. If the outside appearance is important, the structural foam part must be filled, sanded, and painted. The foaming process also traps gas blowing agent inside the part cellular structure. Degassing (slow evaporation from the part) the blowing agent for three to four months after molding, can discolor and damage the surface finish. Post curing to accelerate the degassing is sometimes required. The insulating qualities of the foamed structure require a longer time to cool which results in longer production times than its injection molded counterpart.
Common structural parts take advantage of the large size, thick walls (less than .500 inch) and dimensionally stable properties of a foamed-product. Typical products are large trash containers, freeway sand safety containers, and in-ground housing for water systems. Large instrument case housing has been successfully molded in thin walls of more than .250 inch using high impact and dimensionally stable polycarbonates. However, the post molding costs of filling and finishing the swirl surface, and the corrosive problems of the blowing agents, has restricted the application of foamed molding.
|
|
Return to Making Stuff |
|
|
Return to Main Page |