Nylon 6 Nanocomposite
Montmorillonite clay in nylon 6
Use your mouse on the model to rotate and zoom.
Click items below for other modifications.
spin on spin off
spacefill wire thick wire ball&stick
dots: Vanderwaals dots off

A Little Background Music First...
Nylon 6 is one of the most common commercial nylons sold today. It has the 3D structure shown in the figure above. This nylon is an A-B polymer, meaning that the monomer and repeat unit both have the two types of functional groups (carboxylic acid and amine) used to make the amide linkage. It's actually made, not from the amino-acid, but from a cyclic amide monomer, caprolactam (figure on the right), that is polymerized through a ring-opening process shown below. Nylon 6 has a reported Tm of 220 oC or less, depending on what type of crystal structure is present in the material. The other most common commercial nylon, the AA-BB nylon 6,6, is more symmetrical, with amide groups formed from 1,6-hexandiamine and the 6-carbon adipic acid. This nylon melts at around 260 oC.
So one of the big questions facing you (if you happen to be a manufacturer of nylon 6) is how to make your nylon as good as, or even better than, nylon 6,6. Turns out it's really easy but not at all obvious how to do this: just throw in some pixie dust. Wrong! That always works for fairies, but hey, this is science! So you think for a minute and decide, "Let's just throw in some good ol' dirt. There's plenty of it and it's really cheap, so why not?" Actually, this works, but the scientists who discovered it knew what they were doing- it was a special kind of dirt called montmorillonite clay. What say we delve into this fantastic discovery in more depth?
With Nano, the Devil is in the Details
These Japanese researchers in the early 1990s found that even at clay contents of around 3-5%, the properties of nylon 6 were enormously improved. For example, the heat distortion temperature went up by almost 100 oC and the modulus doubled. What? Doubled? Modulus is a picky property of polymers, very hard to improve even with massive amounts of a reinforcing agent. Lots of glass-filled nylons out there with 20-30% glass fiber added to get corresponding modulus improvement, so how does 4% clay accomplish the same thing? To make a long story short, the answer is complicated because it spans all levels of material organization, from the molecular and nanoscopic to the the micro- and macroscopic. The answer was found using solid state NMR (combined with all the wonderful analyses that had been done by others) to figure this one out. And here's the sad part: it ONLY applies to nylon 6, and not other nylons like the other main commercial one, nylon 6,6.
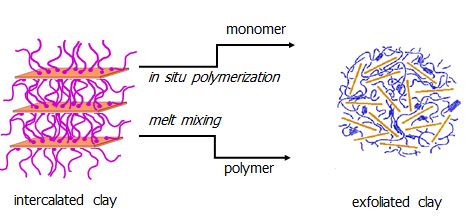
What did solid state NMR tell us? Using a combination of methods, it basically showed us that the clay wasn't actually reinforcing anything. Say what? Nope, the single sheets of clay that exist in the nylon 6 nanocomposite get there by exfoliation using the actual polymerization process itself, so that's good. But it turns out that those single clay sheets have about the same properties as a sheet of tissue paper- floppy and flexible and not good reinforcing material at all.
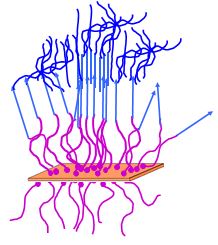
And this is what we figured out. During nanocomposite formation (upper path below), caprolactam monomer helps dissolve and separate the clay sheets of the added montmorillonite. But more importantly, as polymer forms, one end (and one end only) has an ammonium group. That group displaces some of the inorganic cations bound to the clay surface (sodium, for example) and in turn, gets tightly bound to the surface. When the polymerization is done, the polymer chains formed have about the same molecular weight they would have in the absence of the clay- about 20,000 daltons or so. But here's the catch: chains are bound to BOTH sides of the clay through the ammonium end groups, making it look like a fuzzy two-sided shag carpet. This has enormous impact on physical properties.
First of all, it changes the crystalline phase of the nylon. Normally, nylons like to adopt what's called the alpha-form, with chains folding back and forth next to each other. But not the nylon 6 in the nanocomposite! Nope, it adopts the less thermodynamically stable gamma-form, with all the chains lined up parallel and pointing in the same direction. Why? Because all the amine chain ends are bound to the sheets of clay, the chains are forced to line up in the same head-to-tail direction going away from the clay. This is exactly what occurs in the gamma crystal form of nylon 6. Who'd of thought!
Second, because chains are bound to both sides of each sheet of clay, the molecular weights of all the polymer chains are effectively doubled. Twice the molecular weight means improved modulus. But there's more...
Third, at about 4% clay content and a target MW for the nylon of around 20,000, all the chains are bound to clay. So even at this very small additive amount, almost every chain in the material is coupled to the surface of the clay. There are very few "free floaters" of nylon that could impact properties negatively. So now, every chain in the sample is effectively twice as big as you'd expect based on monomer-to-initiator ratio and measured MW of the sample AND they're all tied together through the clay sheets. But there's more...
Fourth, the other end of every chain exists as a carboxylic acid anion, neutralized with whatever inorganic cation was originally bound to the clay surface (e.g., sodium). All those ion pairs are pushed out of the main chain crystallites and amorphous domains. They cluster together "somewhere out there" away from the clay surface. These clusters act like crosslinks, making the sample even stronger. Ever wonder how simple polyethylene can be toughened so much you can use it as the cover of a golf ball and whack it over and over again with a hammer in the form of a golf club? Yeah, same idea: the PE has pendent carboxylic acid salts that cluster and form physical crosslinks that enormously improve strength and toughness of that polymer.
Where are we now? We've got the modulus almost doubled by these molecular associations and strength increased by almost 50%, but what about heat distortion temperature? In the nylon nanocomposite, HDT is almost 100 oC higher than for virgin nylon 6. Even more puzzling is the fact that the Tg observed for the nanocomposite is about the same. Remember, though, that Tg is related to local reorientations of chains in amorphous regions. These are small-scale flips and rotations that occur no matter what the rest of the molecules do, chain ends and crystalline domains notwithstanding.
 BUT, and it's a really big "but," the heat distortion temperature results from much larger molecular motions. Again, this involves chains in the amorphous domains, but now those chains are slipping and sliding past each other above the HDT. This leads to macroscopic distortion of the material- it shrinks and twists and is not very strong at all above this temperature. So what gives with nylon 6 plus clay? Think about it: every chain is tied to clay at one end plus the other ends cluster tightly together. The chains simply can't move around as the sample gets hotter, not like they do without the clay there.
BUT, and it's a really big "but," the heat distortion temperature results from much larger molecular motions. Again, this involves chains in the amorphous domains, but now those chains are slipping and sliding past each other above the HDT. This leads to macroscopic distortion of the material- it shrinks and twists and is not very strong at all above this temperature. So what gives with nylon 6 plus clay? Think about it: every chain is tied to clay at one end plus the other ends cluster tightly together. The chains simply can't move around as the sample gets hotter, not like they do without the clay there.
Now everything fits together and makes sense, and all because we were able to see what was happening to the polymer molecules in the nanocomposite using that marvelous technique of solid state NMR. Great, you say, so let's make nanocomposites of other polymers. Let's double the modulus of PE or PET and raise the HDT for them by 100 oC also.
Not so fast! Turns out, it's almost impossible to generate the same kind of molecular and nanoscopic structures with other polymers that we can with nylon 6 and clay. They just don't have the right chain ends to bind to the clay surface AND cluster together at the other end. More important is the MW problem. Turns out even the 20,000 MW we normally get for nylons and for nylon 6 made with clay is plenty high enough to be approaching the asymptotic upper limit of property-versus-MW plot. Normally, making nylon 6 of twice this MW doesn't buy you much. But with most other polymers, 20,000 is way too low to have good properties. PE of that molecular weight is pretty useless, and even if we double it, the properties are dismal. Useful (commercial) PE is in the hundreds of thousands to millions of daltons in MW, so the amount of clay we'd add to bind each chain end would be so small, it would disappear in the molecular noise of the sample.
Long story short: I know of no other nanocomposite that even comes close to showing the improvement in properties seen with nylon 6 and clay. Sorry, but that's the way it is, and now that we understand what's going on, we know why. The moral to the story is simple: you have to look hard and deep to get all the answers to really understand why something does what it does... or doesn't and can't.
A few references to whet your appetite:
"One-pot synthesis of nylon 6-clay hybrid," Kojima, Y.; Usuki, A.; Kawasumi, M.; Okada, A.; Kurauchi, T.; Kamigaito, O.; J. Polym. Sci. Part A: Polym. Chem. 1993, 31, 1755-1758.
"Mechanical properties of nylon 6-clay hybrid," Kojima, Y.; Usuki, A.; Kawasumi, M.; Okada, A.; Fukushima, Y.; Kurauchi, T.; Kamigaito, O.; J. Mater. Res. 1993, 8, 1185-1189.
"Solution and Solid State NMR Spectroscopy of Nylon 6-Montmorillonite Clay Nanocomposites" Davis, R.D.; Jarrett, W.L.; Mathias, L.J.; ACS Symposium Series 804: Polymer Nanocomposites, 2002, 117-126.